产品别名 |
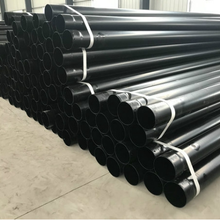
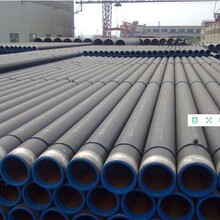
无缝弯头,碳钢弯头,碳钢无缝弯头,国标碳钢无缝弯头 |
面向地区 |
全国 |
品牌 |
坤航管件 |
产地 |
河北盐山 |
材质 |
碳钢 |
壁厚 |
6 mm |
密度 |
不限 |
颜色 |
黑色 |
拉伸强度 |
16 Mpa |
长度 |
0.219 m |
执行标准 |
标准件 |
特殊功能 |
钢度值低 |
规格 |
18-2220mm |
类型 |
焊接 |
无缝弯头主要采用推制加工而成,无缝弯头会采用热压压制制作工艺。无缝碳钢弯头两种工艺主要在于弯头成型过程不一样,成型后的其他加工都是相同的。通过中频感应加热,热推制弯管是目前管材弯曲加工中的工艺方法之一,现在已广泛应用于电站、化工、石油和天然气运输等设备管道。1、弯头生产弯头或管道连接完毕后应进行外观查看,通常以肉眼调查为主,有时用5-20倍的放大镜进行调查。2、外观检测合格后还需进行无损探伤,检测隐藏在焊缝内部的夹渣、气孔、裂纹等缺点,以管道运行的安全。3、有时管道压力过大的还需进行水压实验和气压实验:关于需求密封性的受压容器,须进行水压实验和(或)进行气压实验,以查看焊缝的密封性和承压才能。4、弯头的机械性能实验:无损探伤能够发现焊缝内在的缺点,但不能说明焊缝热影响区的金属的机械性能怎么,因而有时对焊接接头要作拉力、冲击、弯曲等实验。

碳钢弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的屈服极限。碳钢弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的屈服极限。温度分布是一个重要的工艺参数,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。温度沿芯棒头径向分布规律为低、中、高。加热温度高,冲压弯头壁厚增大。推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制。推进速度的确定原则是弯头内壁主压应力小于材料在此温度下的屈服极限,外壁伸长率小于材料在此温度下的大伸长率。

碳钢弯头预热有利于减低中碳钢热影响区的高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。焊条条件许可时选用碱性焊条。若焊后不能进行消除应力热处理,应立即进行后热处理。仅从设计应力上讲,碳钢弯头的耐压性能佳。碳钢在焊接过程中需要谨慎,在合适的环境中使用,不断的满足重要的性能,在重要的环境中焊接,质量。坡口形式将焊件尽量开成U形坡口式进行焊接。焊接工艺参数由于母材熔化到层焊缝金属中的比例高达30%左右,所以层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。焊后热处理焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。

敬业是为人之道更是生存之基石,要有强烈的事业心、责任心、使命感。敬业是拒绝平庸、追求。企业要做更高层次的协作,做到主动和更积极的合作。1、质保期内出现质量问题,包退、包换。2、用户提出的质量异议不论是否我公司原因,均无条件及时派员前往处理。3、重大工程或以我公司为主供的一般工程公司均在现场设立办事处,协助用户做好现场服务和技术指导工作,免收任何服务费用。4、保存好用户档案盒产品质量档案。所供产品在五年内都具备有可追溯性。5、坚持用户的定期回访工作,及时处理用户的反馈意见。我厂以生产碳钢、合金钢、不锈钢管件为主要产品,生产各种型号的弯头、法兰、盲板、大小头、三通、四通、承插类管件、封头、异径管、波纹补偿器、中频弯管等产品。
最近来访记录
最新采购